Современная металлообрабатывающая промышленность всё активнее уходит от визуального и механического контроля в пользу автоматизированного мониторинга состояний. Индуктивные датчики стали одним из ключевых элементов этой трансформации: они обеспечивают стабильное обнаружение металлических объектов, не подвержены загрязнениям и позволяют повысить точность позиционирования оборудования. При подборе устройства инженеры чаще всего начинают с рабочих характеристик — расстояния срабатывания, устойчивости к помехам, формы корпуса. Такие параметры проще сопоставить, просматривая ассортимент таких крупных поставщиков как https://autonics.su/, где индуктивные датчики представлены сериями с различными форматами монтажа и типами выходов.
Принцип работы индуктивных датчиков и его преимущества
Индуктивный датчик реагирует на изменение электромагнитного поля в зоне чувствительности. Катушка создаёт переменное магнитное поле, которое искажается при появлении металлического объекта. Это искажение фиксируется схемой датчика и преобразуется в управляющий сигнал.
Ключевые преимущества такого подхода:
Отсутствие подвижных частей
Механический износ исключён — датчик работает стабильно даже при интенсивных циклах.
Устойчивость к загрязнению
Масло, стружка, пыль почти не влияют на работу устройства, что особенно важно для металлообрабатывающих производств.
Высокая скорость реакции
Индуктивные сенсоры способны фиксировать объект за доли миллисекунды, что полезно в прессах, автоматических линиях, роботизированных захватах.
Надёжность в широком диапазоне температур
Благодаря простой конструкции они сохраняют работоспособность при нагреве до значительных температур и в условиях вибраций.
Эти качества делают индуктивные датчики универсальным элементом систем контроля движения, фиксации положения и подтверждения операции.
Где используются индуктивные датчики в металлообработке
Индуктивные датчики применяются практически во всех видах металлообрабатывающего оборудования. Рассмотрим основные сценарии.
Станки с ЧПУ
Сенсоры обеспечивают:
-
контроль нулевого положения осей;
-
подтверждение закрытия защитных кожухов;
-
фиксацию положения заготовок;
-
контроль подачи инструмента.
На современных станках зачастую устанавливается множество компактных цилиндрических датчиков диаметром 8–12 мм, способных работать в условиях охлаждающей жидкости.
Прессы и штамповочное оборудование
Датчики фиксируют:
-
наличие заготовки в матрице,
-
положение подвижных частей,
-
защитные блокировки.
Благодаря устойчивости к вибрации они хорошо работают в механизмах, где точность нескольких десятых миллиметра критична для безопасности оператора.
Роботизированные манипуляторы
Используются для:
-
контроля захвата детали,
-
определения конечных положений звеньев,
-
синхронизации движения с конвейерами.
Компактные модели легко интегрируются в сложные кинематические конструкции.
Ленточные и роликовые конвейеры
Обеспечивают:
-
подсчёт металлических изделий,
-
контроль габаритов и ориентации объектов,
-
фиксацию остановки или перекоса ленты.
Сварочное оборудование
Из-за отсутствия оптики индуктивные датчики устойчивы к брызгам металла, нагару и осевшей окалине. Их используют для позиционирования изделий перед роботом-сварщиком.
Основные параметры, на которые обращают внимание инженеры
При выборе индуктивного датчика важно учитывать рабочие условия и точность выполняемых операций. К ключевым параметрам относятся:
Номинальное расстояние срабатывания
Диапазон от 1 до 20 мм (у стандартных моделей) и выше у специализированных серий. Важно помнить: реальное расстояние зависит от материала объекта — сталь даёт максимальный эффект, алюминий и медь уменьшают чувствительность.
Тип монтажа: утопленный / неутопленный
-
Утопленные датчики можно полностью встраивать в металлические поверхности.
-
Неутопленные обеспечивают большую дальность, но требуют свободного окружения.
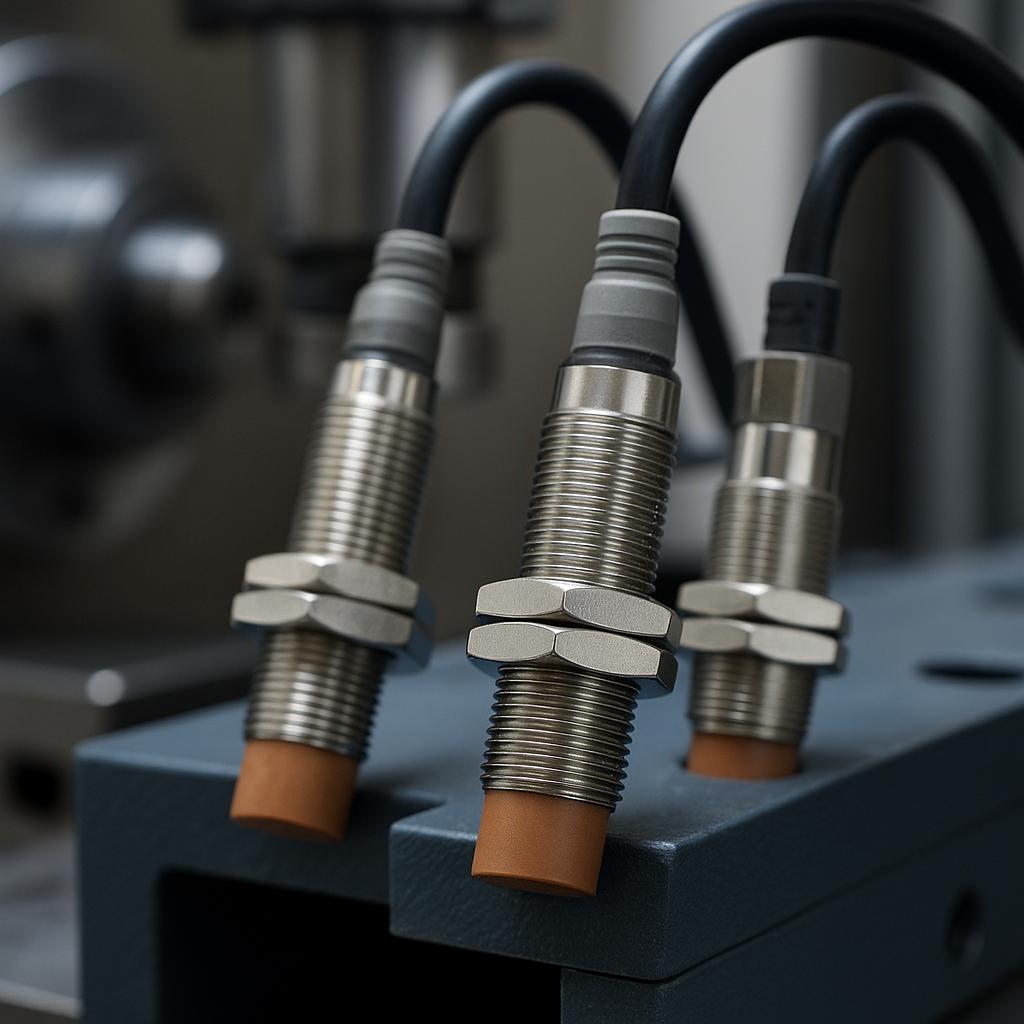
Форма и размер корпуса
Классические цилиндрические серии (M8, M12, M18, M30) и прямоугольные модели. Выбор зависит от места установки и механической защиты.
Тип выхода
NPN/PNP, нормально открытый или нормально закрытый. От этого зависит совместимость с входами контроллеров и модулей индикации.
Степень защиты корпуса
Для металлообработки часто требуются IP67–IP69K, выдерживающие воздействие СОЖ, вибраций и перепадов температуры.
Устойчивость к электромагнитным помехам
Особенно важна на оборудовании с большим количеством электроприводов и сварочных постов.
Как индуктивные датчики помогают улучшать точность обработки
Индуктивные сенсоры активно используются в операциях, где нужно получить стабильное повторяемое положение.
Контроль нулевых точек и референтных положений
Если программная нулевая точка станка сбита, точность обработки падает. Индуктивный датчик позволяет вернуть каретку или шпиндель точно в исходную позицию.
Контроль износа инструмента
Некоторые линии используют индуктивный сенсор для определения длины инструмента или его наличия. Это снижает риск поломки и бракованных деталей.
Позиционирование заготовок перед резкой или сваркой
Фиксация металлического объекта с высокой точностью уменьшает разброс геометрии готовых изделий.
Обратная связь для приводов
Хотя индуктивные датчики не заменяют полноценные линейные энкодеры, они отлично справляются с задачей подтверждения конечных положений.
Типичные ошибки при эксплуатации и как их избежать
Даже надёжный датчик может работать нестабильно, если условия установки нарушены. Вот наиболее распространённые ошибки.
Неправильный выбор расстояния срабатывания
Если датчик работает на пределе, малейшее загрязнение снижает чувствительность и вызывает ложные сигналы. Лучше оставлять запас 20–40%.
Близость других металлических деталей
Металл изменяет поле датчика. Если корпус сенсора слишком близко к массивной детали, дальность срабатывания меняется. Для таких случаев подходят утопленные модели.
Неправильная прокладка кабеля
Кабель рядом с силовыми линиями — источник помех. Лучше использовать экранированные варианты или выводить сигнальную линию в отдельный лоток.
Попадание СОЖ без учёта химической стойкости корпуса
Хотя многие датчики защищены, агрессивные жидкости могут повредить металл или пластик корпуса. Важно выбирать модели с подходящей защитой.
Вибрации без фиксации корпуса
Даже небольшой люфт может привести к изменению позиции чувствительной зоны. Датчик должен быть жёстко закреплён.
Как подобрать индуктивный датчик для конкретной задачи
Процесс подбора обычно состоит из нескольких шагов.
Шаг 1: определить материал и размер объекта
Металлы по-разному влияют на чувствительность: сталь — максимальный коэффициент, алюминий — уменьшенный, медь — минимальный.
Шаг 2: выбрать форму корпуса и условия монтажа
Если пространство ограничено, подойдут компактные серии M8 или прямоугольные датчики.
Шаг 3: учесть температурный режим и вибрации
Для горячих зон выбирают усиленные модели с металлическим корпусом.
Шаг 4: определить тип выходного сигнала
Система управления (ПЛК, модуль ввода, реле) определяет, нужен ли PNP или NPN, NO или NC.
Шаг 5: проверить наличие дополнительных функций
Некоторые серии оснащаются индикацией работы, высокой степенью защиты или расширенным диапазоном напряжения.
Почему индуктивные датчики остаются одним из самых востребованных решений
На первый взгляд технологически простые, они оказываются удивительно универсальными. Их применяют в системах, где:
-
требуется надёжность и стабильность;
-
есть влияние стружки, пыли, грязи или охлаждающей жидкости;
-
нужно обнаруживать объект с высокой повторяемостью;
-
есть вибрации и воздействие механизмов;
-
требуется минимальное обслуживание.
По совокупности параметров индуктивные датчики нередко выигрывают у оптических и механических решений, особенно в тяжёлых условиях производства.
Заключение
Индуктивные датчики — один из фундаментальных элементов автоматизации в металлообработке. Они обеспечивают устойчивый контроль присутствия и положения металлических объектов, повышают безопасность оборудования и позволяют добиваться высокой точности операций даже в агрессивной производственной среде. Благодаря разнообразию форм, расстояний срабатывания и типов выходов инженеры могут подбирать устройство точно под задачу — от позиционирования шпинделя до контроля наличия инструмента или заготовки. Правильно выбранный датчик становится не просто частью системы, а гарантом стабильной работы всего технологического процесса.
