Содержание
- 1 Факты о названии сварки
- 2 Мифы о TIG-сварке
- 3 Преимущества и недостатки
- 4 Как варить TIG сваркой
- 5 Заключение
- 6 Принцип действия
- 7 Применение
- 8 Преимущества и недостатки метода
- 9 Заточка электродов
- 10 Инвертор для сварки
- 11 Технологический процесс
- 12 Правила безопасности
- 13 Необходимое оборудование
- 14 Ошибки при ТИГ сварке
- 15 Заключение
- 16 Особенности
- 17 Оборудование
- 18 Расходные материалы
- 19 Режимы
- 20 Недостатки

Факты о названии сварки
Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.

TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
Источник: https://club.dns-shop.ru/blog/t-249-svarochnyie-apparatyi/20097-10-faktov-o-tig-svarke/
Будет правильно с самого начала расшифровать аббревиатуру, в которой скрыта вся соль метода. В переводе с немецкого «Tungsten–InertGasschweißen» ни что иное как «вольфрамовая сварка инертным газом». Проще говоря – это соединение металлов с использованием вольфрамовых электродов в инертной газовой среде.

Ключевым элементом технологии является электрод, начинающий плавиться при температуре 3,5 тысячи градусов по Цельсию. Это очень низкий показатель, позволяющий применять вольфрамовые электроды в сварке подавляющего большинства марок стали и сплавов из алюминия. Стержень считается неплавящимся. Только время от времени его необходимо обтачивать, чтобы избавиться от окалины и шлака. Тогда намного легче разжечь и удерживать дугу во время работы.
Стержень устанавливается непосредственно в горелку, точнее будет сказать в сопло. По периметру подается инертный газ. Чаще всего для этих целей используется аргон. Если не будет защитной оболочки, то к сварочному шву образуется приток кислорода. Металл будет гореть, а качество сварного шва останется неудовлетворительным. Инертный газ перекрывает доступ кислороду, препятствуя образованию микротрещин и пустот внутри расплавленного металла. Благодаря этому шов становится прочнее и монолитнее.
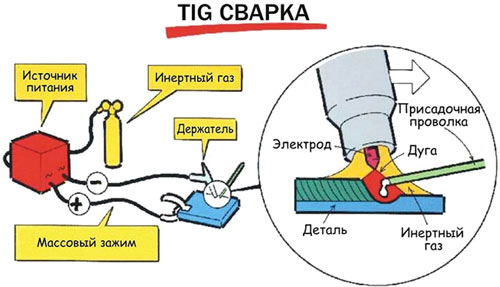
После розжига дуги начинается процесс плавления кромок свариваемых элементов. Их желательно разместить как можно плотнее. В этом случае больше шансов получить на выходе плотный и достаточно прочный шов. Но часто возникает ситуация, когда приходится сваривать детали, между которыми существует пространство. Тогда необходимо использовать присадочную проволоку, расплав которой заполнит пустоты, улучшит его механические характеристики и сделает соединение более плотным.
Технологий TIG особенно актуальна при сваривании алюминиевых сплавов, поверхность которых защищена пленкой из оксида металла. Она не только присутствует на заготовке, но и образуется при высоких температурах, то есть во время сварки. Пленка препятствует формированию сварочной ванн и шва хорошего качества. Аргон либо другой инертный газ предотвращает образование пленки.
Что нужно для аргонодуговой сварки ТИГ
Широкое распространение технология TIG получила еще и по той причине, что генерируемая дуга генерирует высокую температуру. Благодаря этому для опытного сварщика не составит проблем задача соединения заготовок из углеродистой стали. Важно подчеркнуть, что при этом будет достигнуто высокое качество сварочного шва. Помимо стали можно работать с большим количеством других металлов: чугуном, титаном, алюминием и прочими. Высококачественными получаются швы при сварке нержавеющей стали. Они даже не нуждаются в последующей очистке.
Для начала работ потребуется:
- сварочный аппарат;
- редуктор;
- инертный газ;
- присадочная проволока.

Тем, кто планирует профессионально заниматься сварочными работами, необходим аппарат с несколькими TIG-режимами. Нужно поинтересоваться типом горелки. Всего их два: для сваривания тонких листов металла и для всех остальных видов работ.
Преимущества и недостатки
Достоинства ТИГ сварки происходят из технологических особенностей. В частности, они обусловлены применением стержней с содержанием вольфрама и защитой рабочей среды инертными газами. Основные плюсы:
- Зона прогрева заготовок очень узкая. Благодаря этому деформации металла сводятся к минимуму.
- Инертные газы тяжелее атмосферного воздуха и вытесняют кислород из рабочей области.
- Сварки TIG очень просты в эксплуатации. Ими легко научиться пользоваться и не требуется высокая квалификация специалиста.
- По завершению работ чаще всего не требуется механическая доработка шва. Он получается достаточно аккуратным и чистым.
- Аппарат дает возможность сваривать внушительную линейку металлов, включая и цветные.
- Вредное влияние на окружающую среду сведено к минимуму.

Тем не менее, как и любой другой тип сварочных аппаратов, ТИГ модели наделены недостатками:
- Непросто работать при ветреной погоде, поскольку инертный газ не удерживается в рабочей зоне. Можно прибегнуть к монтажу ветрозащитных щитов, но увеличенного расхода аргона при этом избежать не удастся.
- Очень важна тщательная предварительная подготовка металла. На кромках не должно оставаться следов от масла, жира или других загрязнений. Нельзя игнорировать данный этап, поскольку шов получится низкого качества.
- Сложно работать в труднодоступных местах из-за особенностей конструктива горелки. В некоторых случаях мастера обрезают или, наоборот, удлиняют вылет стержня. Но это отрицательно сказывается на скорости работы и качестве сварочного шва.
- При использовании функции TIG lift нежелательно разжигать дугу вне пределов рабочей зоны. Поскольку на поверхности металла образуются следы, которые в дальнейшем нужно будет удалить.
Как варить TIG сваркой
Половина успеха заключена в правильном выборе режима работы. Но изначально следует потрудиться в подготовке свариваемой поверхности. Ее необходимо очистить от грязи, жира, остатков краски и т.п. Игнорировать процедуру не следует даже в том случае, когда кромки визуально кажутся чистыми. После этого можно перейти к определению нужной силы тока. Насколько правильно будет выбран данный параметр, настолько хорошо проплавится металл. В помощь приведена таблица со справочными данными.
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Самое время определиться с полярностью. Здесь все достаточно просто. При работе на постоянном токе полярность выбирается прямая, и, наоборот, при переменном – обратная. Электрод подвергается заточке с дальнейшей полировкой. При сваривании тонких листов нужно брать специальные стержни, предназначенные для сварки тонкого металла. При заточке они затачиваются максимально остро. Соответственно, для толстого металла угол меняется в большую сторону.
Дуга поджигается по принципу спичек. Электродом проводят по поверхности металла. Как альтернатива – функция TIG lift, но поджигать следует в рабочей зоне. Наиболее практично пользоваться бесконтактным поджигом, если такая функция предусмотрена. Дело в том, что она есть только на профессиональных дорогостоящих моделях аппаратов.
Заключение
Современный технологии, реализованный в аппаратах ТИГ-сварки, предоставляют много новых возможностей как новичкам, так и опытным специалистам. Можно сваривать заготовки из различных металлов разной толщины. Намного проще стали соединять цветные металлы, включая медь, титан и алюминий. Перестала быть проблемой сварка чугуна. Специалист избавлен от необходимости решать множество проблем, которые вызваны особенностями разных металлов.
Источник: https://vtmstol.ru/blog/tig-svarka
реди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.

Принцип действия
Для того, чтобы разобраться что это — аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода — горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон — самый недорогой защитный при сварке газ.

Основной элемент — электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, — функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор — осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.

Оборудование может работать при разных режимах. Разберемся, что это — режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус — на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.

Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
Недостатки метода:
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.

Существует правило — при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током — сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока — 10-20°;
- среднем — 20-30°;
- для тока большой величины — 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого — преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.

Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.

Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.

Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.

Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы — нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку — алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция — пульсовый режим. Одна из характеристик — частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS — позволяет плавно производить отключение дуги;
- BALANCE — возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения — от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство — невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии — большее количество дополнительных функций. Отличительная черта — комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели — РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом — современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.
Источник: https://osvarka.com/vidy-i-sposoby-svarki/tig-svarka

Особенности
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.
 При достаточно точной обработке кромок свариваемых деталей происходит их проплавление и последующая кристаллизация. Если между поверхностями существует зазор, который нельзя устранить, то используется специальное присадочное вещество, которое подается в зону сварки в виде проволоки.
При достаточно точной обработке кромок свариваемых деталей происходит их проплавление и последующая кристаллизация. Если между поверхностями существует зазор, который нельзя устранить, то используется специальное присадочное вещество, которое подается в зону сварки в виде проволоки.
Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.
Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
- Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
- Вольфрамовый электрод подключается к отрицательной клемме инвертора.
- Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
- Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
- При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
- Перед сваркой необходимо провести подготовку горелки. Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
- Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

Оборудование
Производство инверторных сварочных аппаратов совершило революцию на рынке сварочного оборудования. Традиционно считается, что для работы в режиме ТИГ необходимо иметь под рукой выпрямитель, однако, помня о том, что параметры сварки должны быть настроены, исходя из начальных условий, необходимо понимать, что одно лишь наличие выпрямителя не позволят осуществить процесс аргонодуговой сварки. Современные инверторы ТИГ особым способом преобразуют электрический ток, что позволяет существенно выигрывать в стоимости устройства, его габаритах и функциональности.
В комплекте поставляется силовой кабель «массы» и горелка. Также необходим баллон с редуктором. Более мощные грелки, приспособленные для работы с металлами, толщина которых превышает 3 мм, оснащены системой водяного охлаждения. В качестве носителя используется спирт и дистиллированная вода. В стандартные функции TIG инвертора входит возможность регулировки силы тока, полярности, скорости подачи газа.

Любой инвертор имеет определенное ограничение на длительность непрерывной сварки, оно обусловлено перегревом силовой установки при работе на больших мощностях. Длительность непрерывной сварки – это один из параметров, на который следует обращать внимание при выборе устройства. Существует еще ряд нюансов, и о них следует помнить.
- Адаптированность инвертора к изменениям параметров питающей сети. Зачастую случаются перепады напряжения, особенно явно это проявляется в сельской местности. Функциональный инвертор не только способен поддерживать стабильное горение дуги при пониженном напряжении, но и регулировать прочие параметры, стабилизируя процесс сварки. Обычно такие возможности имеются у сварочных аппаратов с синергетическим управлением.
- Функциональный инвертор должен иметь переключающийся режим AC/DC, то есть, работать с постоянным и переменным напряжением. Это существенно расширяет сферу применимости данного устройства.
- Конструкция грелки может обеспечить ведение вертикальных, горизонтальных или потолочных работ.
- Система защиты позволяет автоматически отключаться при превышении температуры критического значения. Для возобновления работоспособности инвертор должен остыть.

Расходные материалы
Сварка неплавящимся электродом не предполагает того, что он не расходуется в процессе. Скажем более, вольфрамовый электрод считается одним из видов расходников, за состоянием которого необходимо постоянно следить. Он действительно на 99 процентов состоит из вольфрама. Этот материал выбран не случайно, так как именно вольфрам имеет высокую температуру плавления. В качестве примесей используются такие компоненты, как тантал, иттрий, торий, лантан. Концентрация присадки обозначается условными цветами: белый, зеленый, синий.
К процедуре настройки относятся работы по заточке электрода. Форма торца стержня влияет на форму дуги, она в разных условиях должна быть различной. При ведении сварки постоянным током необходимо, чтобы дуга напоминала конус. Если ток переменный, то характерно закругление в месте контакта. Поверхность стержня дополнительно полируется.

Еще одним расходным материалом является газ. В сварке ТИГ его роль выполняет аргон. Аргон тяжелее воздуха, поэтому он вытесняет кислород из факела. В некоторых случаях приходится защищать зону горения от водорода. Здесь целесообразнее использовать гелий (самый легкий газ, за исключением водорода).
При ведении гелиевой сварки увеличивается мощность дуги и, как следствие, производительность. Взвесив все факторы, включая себестоимость процесса, гелий применяют только при работе с тугоплавкими металлами. В случае необходимости ведения сложных работ используют смесь, состоящую из аргона и гелия. Доля аргона составляет 40%. Аргон обеспечивает стабильное значение параметров сварки, а гелий позволяет осуществить проплавление металла на большую глубину.
Режимы
Сварка TIG может проводиться как постоянным, так и переменным током. Вот почему для большей функциональности рекомендуется приобретать инверторы AC/DC. По статистике чаще всего приходится применять однополярный режим (постоянный ток), который подходит для сварки многих металлов и сплавов. Но для работы с алюминием, титаном и некоторыми тугоплавкими материалами приходится переводить инвертор в режим AC (переменный ток).
Различия в методах ведения сварки могут проявляться еще на этапе формирования дуги. Первый способ реализуется проведением иглой по поверхности металла. При этом необходимо достаточно точно установить значение сварного тока. При слишком большом токе может произойти сквозное проплавление заготовки. Низкий ток становится причиной залипания электрода.

Поджиг дуги точечным касанием производится на большинстве сварочных аппаратов среднего ценового сегмента. Это дополнительная функция, которая заключается в подаче дополнительного импульсного тока именно в тот момент, когда происходит касание электрода поверхности металла.
Самым простым и эффективным способом розжига считается бесконтактный. Далеко не все инверторы оснащены такой функцией. Те сварочные аппараты, которые позволяют формировать дугу при поднесении электрода на определенное расстояние, стоят достаточно дорого.
Независимо от выбранного режима ведения сварки необходимо помнить, что для обеспечения ровного и эстетичного шва, а также стабильного проплавления металла на кромках необходимо выдерживать зазор в 3 мм между иглой и поверхностью. При увеличении этого зазора дуга останется стабильной, однако площадь сварной ванны увеличится, а глубина проплавления металла уменьшится. При сварке толстых заготовок кромки стыков разделывают под углом 45° градусов.
При ведении сварки постоянным током силовые кабели подключаются так, чтобы положительная клемма соединялась с деталью, а «минус» подавался на электрод. При таком способе подключения можно добиться оптимальной скорости сваривания, а вольфрамовый стержень будет расходоваться в меньшей степени. Помимо этого, получается глубокая ванна, что обеспечивает качественное проплавление металла. ТИГ сварку постоянным током используют при работе с легированными и высоколегированными сталями, а также с различными типами нержавеющей стали.

Переменный ток подразумевает изменение полярности электродов. При прямой полярности образуется сварная ванна. Изменение полярности влечет за собой очищение металлической поверхности и разрушение защитной пленки. В процессе сварки мастер имеет возможность балансировать время прямой и обратной полярности.
Недостатки
Несмотря на то, что аргонодуговая сварка считается универсальной, ей присущи некоторые недостатки. Прежде всего, следует понимать, что защитный газ эффективен только в безветренную погоду или при ведении работ в закрытых помещениях. Нередко приходится устанавливать заградительные щиты или увеличивать расход аргона.
Следующий недостаток, который выделяют многие сварщики, — необходимость качественной подготовки поверхности. Действительно, если сварку ММА можно вести по загрязнению или ржавчине, то металл перед сваркой ТИГ следует отчистить и обезжирить. Особенности конструкции горелки не позволяют вести работы в труднодоступных местах. В таких случаях приходится жертвовать электродом, ведь замена колпачка на более маленький требует обрезки вольфрамового стержня.
Источник: https://svarkoy.ru/teoriya/tig-svarka.html
