Содержание
- 1 Что такое аргоновая сварка
- 2 Классификация аргоновой сварки по видам
- 3 Что нужно для сварки аргоном
- 4 Сварка инвертором в аргоне
- 5 Аргоновые горелки
- 6 Как правильно варить аргоном
- 7 Режимы
- 8 Делаем аргоновую сварку в домашних условиях
- 9 Какие металлы варят аргоном?
- 10 Преимущества и недостатки
- 11 Общее описание
- 12 Классификация аргонодуговой сварки
- 13 Особенности сварного шва при аргонодуговой сварке
- 14 Различные технологии
- 15 Оборудование для работы с аргоном
- 16 Особенности сварочных работ в среде аргона
- 17 Этапы проведения аргоновой сварки
- 18 Инверторная сварка в аргоне
- 19 Правильная аргоновая горелка
- 20 Розжиг дуги при разных электродах
- 21 Какие аппараты применяются для аргонодуговой сварки
- 22 Преимущества и недостатки аргонодуговой сварки
- 23 Плюсы и минусы аргоноводуговой сварки

Принятое в быту выражение «сварка аргоном» является принципиально неверным. Сам по себе аргон является инертным газом и непосредственном соединении двух металлических деталей не участвует. Есть другое понятие – сварка в инертной среде, где аргон или другой газ служат защитой и препятствуют инициализации негативных процессов. Таким способом в наши дни сваривают различные сплавы металлов, включая и цветные.
СОДЕРЖАНИЕ
- Что такое аргоновая сварка
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Сварка инвертором в аргоне
- Аргоновые горелки
- Как правильно варить аргоном
- Режимы
- Делаем аргоновую сварку в домашних условиях
- Какие металлы варят аргоном?
- Преимущества и недостатки
Что такое аргоновая сварка
Гибридная технология, сочетающая газовый и электрический способы сварки, дает возможность работать с самыми разными объемами и материалами. Она отлично зарекомендовала себя в сварке чугуна, стали, меди и других металлов. С ее помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от вешалки. Работа с нержавеющей сталью – еще один пример универсальности оборудования и технологии.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Это особенно актуально для сложных технологий, к которым относится и аргоновый метод. Чтобы в деталях понять суть, преимущества и особенности аргонового способа сварки, необходимо усвоить физику процессов, которые происходят во время работы. Для того, чтобы две металлические заготовки соединить между собой, необходимо некоторые их части расплавить. А сделать это можно только при помощи нагрева.
Повышение температуры предусматривает использование огня, который в свою очередь нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее металл окисляется, тем сложнее его сваривать. Окисление относится к числу нежелательных явлений при сварке металлов.
В процессе химической реакции внутри металла образуется множество мелких пузырьков, которые очень сильно ухудшают механические характеристики шва. А работать с алюминием практически невозможно: при достаточном количестве кислорода он попросту сгорает.
Аргон призван изолировать рабочую зону от внешней среды. Основная его функция – вытеснять из этой области кислород. Он тяжелее атмосферного воздуха и замещает собой весь объем вокруг сварочной дуги. Инертные газы отлично справляются с поставленной задачей. Помимо аргона в сварке применяется гелий. Но его используют гораздо реже из-за более высокой стоимости и расхода.
Еще один важный нюанс – при работе с гелием необходимо защищать специальной одеждой все части тела. Еще реже применяется азот: он востребован при сварке меди. Основным компонентом для сварки в защищенной инертной среде остается аргон. Отсюда и пошло разговорное название технологии.
Основные свойства аргона
- Газ тяжелее воздуха. Благодаря этому он вытесняет из сварочной ванны атмосферный кислород и прочие ненужные летучие соединения.
- Инертные газы не вступают в химические реакции с другими элементами. Они не участвуют в сварке металла и никак не влияют на процесс.
- Важно не забывать об одной особенности аргона: он становится электропроводной средой в случае применения тока с обратной полярностью.
Классификация аргоновой сварки по видам
Разделение проводится на основе уровня механизации процесса. Аргонные сварки бывают трех видов:
- Ручные. И присадочная проволока, и сама горелка перемещаются сварщиком. Для такой работы применяются исключительно неплавящиеся вольфрамовые электроды.
- Полуавтоматические. В этом случая горелка контролируется сварщиком, а подача проволоки – механизмом.
- Автоматические. Горелка и проволока перемещаются механически, а работу автомата контролирует оператор. В наши дни уже нередко встречаются установки, которые работают даже без вмешательства людей. Роботизированные системы задействованы, к примеру, при сварке труб.
Что нужно для сварки аргоном
Метод сварки металла с использованием инертного газа подразумевает большие возможности в плане выбора оборудования и материалов. Иногда начинающих сварщиков это сбивает с толку. Но на самом деле их опасения сделать неправильный совершенно напрасны. Большинство представленного на потребительском рынке оборудования и принадлежностей универсальны и пригодны для выполнения широкого спектра работ.
Установки, предназначенные для аргонно-дуговой сварки, делится на три группы:
- Специализированное. Разработано специально для выполнения однотипной работы. Чаще всего востребовано в промышленности, когда нужно быстро и точно обрабатывать однотипные заготовки.
- Специальное. Еще один вид востребованного на промышленных предприятиях оборудования, которое предназначено для работы с заготовками одного размера.
- Универсальное. Получило наиболее широкое распространение и востребовано среди самых разных категорий пользователей – от профессионалов до начинающих сварщиков.

Кроме аппарата нужна и дополнительная оснастка:
- горелка и расходники вольфрамовые;
- контактор – применяется для подключения питания к горелке;
- баллон с редуктором для инертного газа;
- реле – отвечает за подключение осциллятора или контактора;
- выпрямитель – преобразует напряжение в постоянное 24В;
- таймер – используется для контроля периода времени обдува рабочей зоны аргоном;
- амперметр – измеряет силу тока;
- клапан подачи электропитания;
- аккумулятор для стабилизации цепи переменного тока;
- фильтр – контролирует импульсы высокого напряжения.
Для работы потребуется два трансформатора: основной и вспомогательный. Осциллятор подключается в цепь параллельно с источником питания. Он требуется для подачи импульса высокой частоты, с помощью которого поджигается дуга между металлом и неплавящимся вольфрамовым стержнем. В бытовой сети напряжение составляет 220 В, а частота – 50 Гц. После осциллятора эти показатели составляют 6 000 вольт и 500 000 Гц.
Чтобы работать с заготовками большой толщины или с целью повышения производительности сварочного оборудования, необходима дополнительная оснастка:
- специальная горелка, в которую вставляется несколько электродов одновременно. В результате шов хорошего качества получается на большей скорости перемещения горелки;
- приспособление предварительного разогрева присадочной проволоки.
Пульсирующая подача тока дает возможность делать микропаузы в работе, которые способствуют кристаллизации расплава и улучшению качества шва.
Сварка инвертором в аргоне
Инверторы применяются и на промышленных предприятиях, и в домашних мастерских. На рынке представлен целый класс оборудования для аргонодуговой сварки, которые преобразуют входящее переменное напряжение в постоянное. Инвертеры отлично приспособлены к скачкам напряжения, которыми повсеместно грешат отечественные сети энергоснабжения.
Инвертор для аргонодуговой сварки отличается небольшим весом, компактными размерами и надежностью. Он подходит для работы в разных условиях и неприхотлив в обслуживании. Именно на таком оборудовании проще всего обучаться начинающим сварщикам.
Аргоновые горелки
Горелка подает к вольфрамовому стержню напряжение и служит для образования защиты из инертного газа вокруг рабочей зоны. Важно уделить максимум внимания при ее выборе, впрочем, как и подбору расходных материалов. Как уже упоминалось выше аргонодуговая технология основана на использовании вольфрамовых электродов, которые не плавятся, и инертных газов. Из этого следуют основные критерии, по которым нужно подбирать горелку:
- максимально допустимая мощность и сила тока;
- есть ли в комплекте держатель вольфрамового стержня;
- желательно чтобы сопло было выполнено из керамики;
- вариант охлаждения горелки при работе с толстыми и тонкими заготовками;
- универсальность использования горелки. Имеется ввиду возможность ее коммуникации со сварочными аппаратами разных типов;
- длина кабеля энергоснабжения.
Работу горелки поэтапно можно расписать так:
- Работать начинает сразу все: циркулирует система охлаждения, на горелку подается инертный газ, стартовал сам сварочный аппарат.
- Сразу после формирования защитного слоя инициализируется газовая дуга. Заготовки разогреваются до температуры плавления. В этот момент нужно подавать присадочную проволоку в рабочую ванну.
- Далее присадочная проволока вместе с вольфрамовым стержнем передвигается по направлению стыка заготовок.
Неплавящиеся электроды
Ручная аргонодуговая сварка, как правило, комплектуется неплавящимися вольфрамовыми электродами. Они лучше всего подходят для сварки нержавеющей стали и цветных металлов с высокой химической активностью – алюминия, титана, магния.
Электрод крепится в токоподводящей цанге горелки с керамическим соплом, которое направляет потоки инертного газа к рабочей зоне. Система оснащена водяным охлаждением. Диаметр электрода напрямую зависит от силы тока, которая выбирается в зависимости от толщины заготовки. В силу того, что во время сваривания металлов таким способом отсутствуют брызги, то горелки комплектуются сетчатым фильтром, который служит для равномерного распределения потока инертного газа.
Механизированная горелки имеет несколько иную конструкцию. Помимо уже перечисленных элементов дополнительно она оснащается маховиком для подъема и опускания вольфрамового электрода. Токоподводящая цанга крепится при помощи резьбового соединения для смены стержней разного диаметра.
Плавящиеся электроды
Полуавтоматическая и автоматическая аргонодуговая сварка чаще всего комплектуется горелкой с плавящимся электродом. При работе аппарата дуга поддерживается между свариваемой поверхностью и присадочной проволокой. В зависимости от производительности установки система охлаждения бывает воздушной или жидкостной. Конструкция сопла и принцип работы полностью идентичны с аналогами, укомплектованными неплавящимися стержнями.
Как правильно варить аргоном
Начинающим сварщикам не лишним будет усвоить основные правила и порядок выполнения операций при работе с аргоновой сварки:
- Рабочую поверхность очищают от сторонних включений: грязи, масла, жиров, краски и т.д. Важно качественно выполнить очистку, поскольку соединение металлов не терпит никакой грязи. Допускаются любые способы очистки, включая механические и химические.
- За 20 сек перед началом сварочных работ подать инертный газ в рабочую зону. Взять в руки проволоку и горелку, которую расположить поближе к свариваемой поверхности. Дуга образуется сразу после подачи электропитания.
- Вести горилку вдоль линии стыка, избегая поперечных перемещений. Нельзя подавать присадочную проволоку в зону сварки слишком быстро, ибо будет спровоцировано разбрызгивание металла. Лучше всего вести ее немного впереди горелки и быстрыми поступательными движениями добавлять или убирать.
- Важно добиться максимально короткой дуги. В этом случае шов будет узким, глубоким и эстетичным на вид. Особенно обратить внимание на данный нюанс следует в случаях работы с неплавящимся электродом.
- Горелка и присадочная проволока обязательно должны быть внутри защитной оболочки из инертного газа.
- Заваривать кратер нужно путем понижения подаваемого к горелке напряжения, но не прерыванием дуги. Подача инертного газа перекрывается через 15 секунд после завершения сварки.

Режимы
Режим работы сварочного аппарата необходимо выбирать внимательно, учитывая при этом все исходные данные. От этого во многом зависит результат. Итак:
- Направленность и полярность тока. Определяющим критерием выступает металл, с которым приходится работать. Большинство стальных заготовок, в том числе и с нержавейки, требуют постоянный ток прямой направленности. Касательно цветных металлов, магния и алюминия, то все с точностью до наоборот. Лучше всего выбрать переменный ток с обратной полярностью.
- Расход инертного газа определяется двумя факторами – условий работы и скорости подачи аргона. Сваривание металла на открытой площадке при сильном ветре влечет увеличенный расход инертного газа. Поэтому всегда нужно иметь хотя бы две защищенные от ветра стороны.
На первый взгляд может показаться нерациональным, но в аргоновой смеси присутствует кислород. Его доля небольшая и не превышает 5% общего объема. Казалось бы, что это отрицательно повлияет на качество шва. Но нет. В малых дозах кислород выполняет положительную функцию: он сжигает мелкие вредные примеси. Они вступают в реакцию с газом и сгорают.
Делаем аргоновую сварку в домашних условиях
Хотя технология аргонодуговой сварки относится к числу сложных и характеризуется множеством технических нюансов, многие домашние умельцы умудряются выполнить работы с использованием подручных средств. Для этого обязательно нужно иметь инверторную сварку, хотя в некоторых случаях допускается ее замена ретроспективной трансформаторной установкой. Естественно, необходимо иметь баллон с инертным газом, маска и редуктор.
Помимо этого, для реализации идеи самодельного аргонового аппарата понадобятся инструменты:
- электродрель, болгарка и обычный сварочный аппарат;
- гаечные ключи, отвертка, ножовка по металлу, плоскогубцы;
- тестер, амперметр, микрометр, вольтметр.
Источник тока можно сделать из сварочного трансформатора, и выпрямителя, которые в данном случае нужно будет совместить с осциллятором. Первичную обмотку необходимо выполнить из медного провода толщиной до 0,8 мм. Для вторичной обмотки потребуется медь куда большего диаметра – не тоньше 3,5 мм.
Газовая горелка по значимости будет следующей. Для корпуса желательно использовать латунь, а само сопло можно выточить из меди. Для герметизации стыка между этими двумя компонентами подходит термостойкая резина. Тем более, что прокладку из гибкого материала сделать несложно.
Аргон будет подаваться к горелке по медной трубке, которая заводится в отверстие в корпусе, а стыковочный шов запаивается. Эта же магистраль станет отличным проводником тока, который необходим для розжига и поддержания дуги. Вольфрамовый электрод должен иметь острый конец, который шлифуется под углом примерно 45 градусов. Ориентировочная длина стержня будет составлять 25-30 см.
Важно понять, что в домашних условиях сделать оборудование для аргонодуговой сварки – это достаточно сложная задача. И далеко не всегда «овчинка будет стоить выделки». Если оборудование будет использоваться редко, то затраты на его изготовление могут никогда не окупиться. Очень часто намного практичней воспользоваться услугами специалиста со своим оборудованием или же приобрести уже готовый аппарат бюджетного ценового сегмента.
Какие металлы варят аргоном?
Принцип работы аргонодуговой сварки обуславливает широкий спектр ее применения. Имеется ввиду не только сфера использования, но и обрабатываемые материалы. С ее помощью можно соединять чугун, сталь (включая нержавеющую), титан, алюминий, а также другие черные и цветные металлы.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и производственной сфере металл – один из наиболее сложных в этом плане. Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Сама по себе она не проблема. Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Подразумевается использование переменного тока. Обратная полярность заметно повышает температуру плавления за счет катодной очистки оксида металла. И наоборот. Прямая полярность дает возможность сформировать короткую и стабильную дугу. Тем не менее мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: необходима обратная полярность, поскольку в этом случае повышается качество сварного шва.
Не исключено использование постоянного тока при сваривании алюминиевых заготовок. Но в таком случае необходим другой инертный газ – гелий. А он намного дороже гелия и расходуется куда активнее. Помимо этого, работать постоянным током очень сложно с точки зрения техники исполнения.
При любых технологиях сваривания алюминиевых деталей предварительная обработка поверхности очень важна. Ею нельзя пренебрегать, независимо от уровня мастерства сварщика. Очистка проводится в следующем порядке:
- растворителем обезжириваются предназначенные для сваривания части заготовок;
- механическим или химическим путем удаляется оксидная пленка;
- очищенной поверхности дают возможность высохнуть.
Варим медь
Высокая устойчивость к агрессивной среде и коррозии отличает медь от других цветных металлов с точки зрения химической активности. При работе с ней опытный сварщики используют не чистый аргон, а его смесь с гелием (добавляется в меньших долях). Вольфрамовые электроды используются как плавящиеся, так и неплавящиеся. Ток выбирается постоянный.
Когда необходимо варить заготовки толщиной от 4 мм и больше, то требуется их предварительный разогрев до температуры 800 градусов Цельсия. Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Из-за высокой теплопроводности свариваемые кромки нужно в обязательном порядке разделывать. Если толщина заготовок не превышает 12 мм, то достаточно разделать одну из двух кромок. При большей толщине желательно обработать обе стороны.
Преимущества и недостатки
Минусов аргонная сварка имеет немного и перечислить их не составит никакого труда:
- оборудование технически сложное, а его настройка требует определенных знаний и навыков;
- методом не смогут воспользоваться новички из-за технической сложности.
Преимущества на этом фоне выглядят куда внушительней:
- высококачественные швы;
- благодаря умеренному прогреву металла отсутствует деформация свариваемого шва;
- уникальная возможность работы с широким спектром металлов;
- допускается сваривание неоднородных заготовок;
- применение высокотемпературного режима позволяет значительно ускорить выполнение работы.
Из списка видно, что недостатки относятся к числу незначительных и решаемых проблем. В то время как преимущества обусловлены особенностями оборудования и технологий. Эксклюзивные возможности, которые нельзя получить с использованием любой иной технологии.
Источник: https://vtmstol.ru/blog/argonovaja-svarka
Чтобы сварить детали из нержавеющей стали, меди, титана, алюминия, различных цветных металлов и сплавов обычные методы сварки не всегда подходят. Часто для этих целей многие опытные сварщики применяют сварку аргоном. Этот процесс достаточно тяжелый, длительный и специфический. Но чтобы понять технологию стоит рассмотреть важные особенности, нюансы, правила проведения. Это позволит создать прочную и неразъемную конструкцию.

Общее описание
Перед тем как приступать к работе стоит рассмотреть, что такое аргонная сварка и для чего она проводится. Это технология гибридного типа, которая позволяет соединять конструкции из капризных и устойчивых металлических основ — от огромных труб до мелких деталей статуэток из бронзового металла.
Прежде чем понять, что это такое аргонно-дуговая сварка, стоит разобраться с физикой данного процесса. Для того чтобы соединить металлические поверхности их требуется предварительно прогреть. Нагревание обычно производится при помощи огня. Именно это способствует вступлению в реакцию кислорода, который находится в воздухе — происходит процесс окисления. Стоит учитывать, что цветные металлы, легированные стали окисляются намного быстрее, чем обычные металлы.
Окисление, которое проявляется во время сварочного процесса, вызывает ухудшение качества соединений. В связи с тем, что в составе швов появляются многочисленные пузырьки, они теряют свою прочность и быстро разрушается. А алюминиевый металл варить невозможно, при нагревании он горит и разрушается.
Технология аргонодуговой сварки основывается на использовании сварочной ванны, которая защищает от газов и примесей. Для этих целей часто применяются инертные газы, которые выполняют роль защитной оболочки. Помимо аргона к инертным газам относится гелий, который обладает такими же свойствами. Однако гелий намного дороже аргона, и он расходуется намного быстрее и больше.
Применение аргона позволяет сэкономить силы и финансовые вложения. Кроме этого этот газ может использоваться для всех цветных металлов, включая нержавейку, медь, алюминий. К главным свойствам аргона стоит отнести:
- Аргон значительно тяжелее воздуха, по этой причине он отлично вытесняет его из сварочной ванны, тем самым защищая зону плавления от ненужных газовых примесей;
- Аргон является инертным веществом, которое не способно вступать ни с какими элементами, включая свариваемые металлические поверхности;
- Не стоит забывать про важный нюанс аргонового газа. Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.

Выделяют следующие виды аргоновой сварки:
- Ручной способ — РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу. Сварочный процесс нержавейки полуавтоматом в среде углекислого газа — является еще одной узкоспециализированной технологией, которая также относится к этой группе;
- Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства — роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва. Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА. Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
- Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном — углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.

Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида. В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
- Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Электроды из вольфрамовой основы. Они идут с проволокой с соответствующим диаметром;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр. Этот компонент производит измерение силы тока;
- Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется. Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Особенности сварочных работ в среде аргона
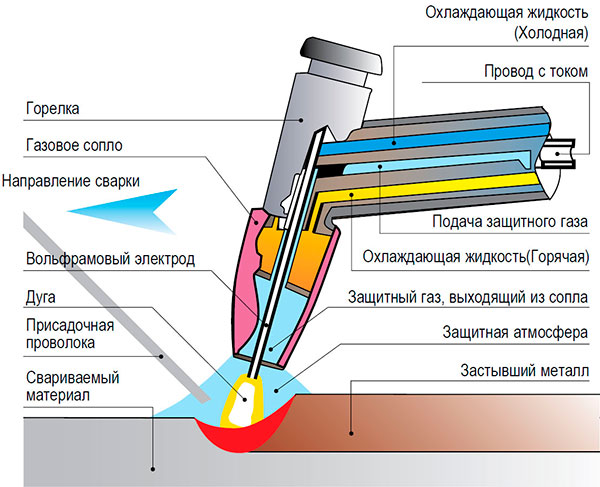
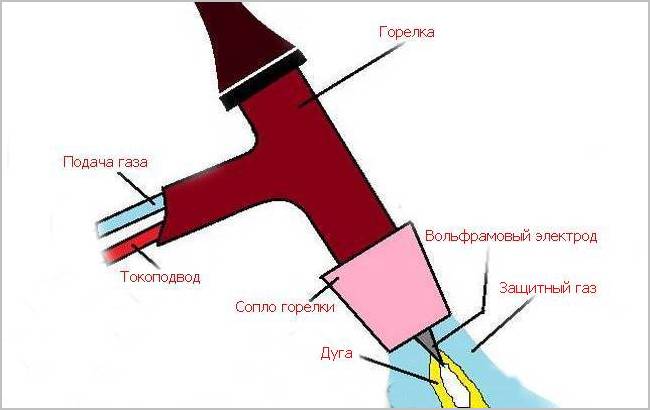
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.

Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.

Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
- Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения. По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
- Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва. По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
- Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла. Правильная подача достаточно сложный процесс, который приходит с опытом;
- Стоит обратить внимание на важный показатель — проплавленность. В аргонной сварке он определяется самим сварочным соединением. Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
- Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
- Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка. На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение — подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях — дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом — именно таким способом производится сваривание нержавеющей стали.

К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки — способность подключаться к разным сварочным аппаратам.
Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу — подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
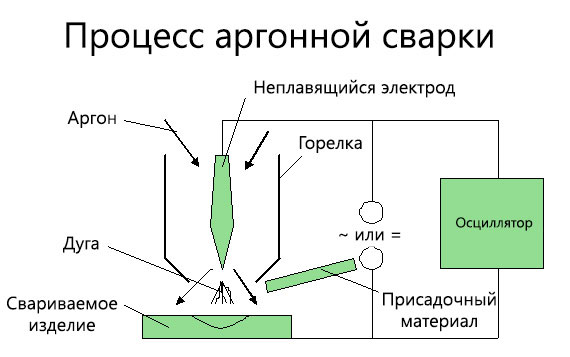
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.

Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Какие аппараты применяются для аргонодуговой сварки
Чтобы понять, как работает аргонная сварка, стоит рассмотреть устройства, которые применяются при ее проведении. Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
При проведении аргонодуговой сварки могут применяться следующие аппараты:
- Сварочные трансформаторные устройства. Они работают на использовании переменного тока;
- Аппараты, выполняющие роль выпрямителей и генераторов. Они применяются для обеспечения выпрямленного (постоянного) тока при проведении сварочных работ;
- Универсальные устройства. Они предназначены для сварочных работ при постоянном и переменном токе.
Преимущества и недостатки аргонодуговой сварки
Рассматривая, что такое аргонодуговая сварка стоит изучить ее важные положительные и отрицательные особенности. Они оказывают влияние на проведение процесса, на свойства получаемого соединения, на его прочность и другие важные нюансы.

Среди преимуществ стоит выделить:
- Принцип аргонной сварки предполагает проведение нагрева с невысокой температурой. Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий;
- Аргон для сварки является инертным газом, а именно он плотнее и тяжелее воздуха. Именно это обеспечивает максимальную защиту зоны сваривания;
- Тепловая мощность дуги обладает высокими показателями, именно это позволяет проводить процесс сварки за короткий промежуток времени;
- Аргонодуговая сварка обладает простой техникой проведения, которую смогут понять даже неопытные сварщики;
- Сварочный процесс позволяет соединить разные виды металлов, которые не получается состыковать при помощи других типов сварок.
Но не стоит забывать про некоторые недостатки аргонной сварки:
- В теории указывается, что сварка аргоном не должна проводиться при сильных сквозняках и ветре. Во время данных условиях происходит улетучивание часть аргонной защиты. Именно это снижает качество сварного шва. По этой причине весь процесс требуется проводить в закрытых помещениях с хорошей вентиляцией;
- Сварочное оборудование, которое применяется для сварочного процесса, обладает сложной конструкцией и тяжелым управлением. Это может усложнить проведение настройки режимов сварки;
- Если в процессе соединения потребуется высокоамперная дуга, то обязательно требуется продумать дополнительное охлаждение стыкуемых компонентов.
Что это такое аргонная сварка и для чего она нужна? Чтобы понять этот процесс и его главное назначение, стоит рассмотреть его главные особенности, характерные качества и нюансы. Данная техника может использовать для капризных и устойчивых металлов ,к примеру для сваривания меди, бронзы, алюминия и разных цветных металлов.
Проведение процесса простое и легкое, с ним сможет справиться даже начинающий сварщик. Но все же не стоит забывать про правила и главные особенности сварочных работ в аргоне.
Источник: https://osvarka.com/vidy-i-sposoby-svarki/osobennosti-argonovoi-svarki
- антикварную вещицу;
- лопнувшую емкость из нержавейки;
- прохудившуюся кастрюлю любимой тещи;
- и многое другое.
Аргоновая сварка — поможет вам решить эти житейские вопросы. Конечно, сварка аргоном, выполненная у профессионалов, будет отменного качества. Но, высокая стоимость подобной услуги, приостанавливает ремонт необходимой утвари до лучших времен.
Вот тут-то у обывателя и появляется вопрос, а можно ли дома использовать аргонодуговую сварку и что для этого понадобится?! Да друзья, это вполне по силам домашнему мастеру и если имеется опыт проведения работ дуговой сваркой, то и с аргоном не будет проблем.
Общие понятия
Аргонодуговая сварка — что это?! В технологии используется электрическая дуга и газ. Этакий гибрид — электро-газовое соединение металлов.

С электродугой понятно: она плавит свариваемые кромки материала и соединяет их.
А вот аргон призван защищать место сварки от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и изолирует место сварки от воздействия атмосферы.
А зачем это нужно? При соединении цветных металлов и легированных сталей, кислород плохо влияет на качество шва, а алюминий даже возгорается. Вот для решения таких проблем и применяют газ аргон, который тяжелее воздуха на 38%.
Подача газа происходит заблаговременно, перед зажиганием дуги и прекращается после завершения сварных действий.
Аргон из-за отсутствия реакции в районе рабочей зоны, получил название — инертный.
Сварка аргоном выполняется плавящимся или неплавящимся — вольфрамовым электродом. Недаром, в старых электропечах для приготовления пищи использовали вольфрамовую спираль, ввиду её тугоплавкости.
Электроды производятся разных диаметров и материалов под каждый вид свариваемых металлов.
Разновидность сварочной технологии делится на 3 вида:
- РАД — ручная аргонно дуговая сварка неплавящимся электродом;
- ААД — автоматическое соединение неплавящимся электродом;
- ААДП — автоматизированный процесс с плавящимся электродом.
Оборудование
Если вы надумали все сделать своими руками, то здесь одним аппаратом не обойтись. Необходимое оборудование:
- горелка;
- сварочный трансформатор;
- осциллятор для поджига дуги;
- регулятор времени обдува аргоном;
- баллон с редуктором;
- электроды;
- присадочная проволока;
- очки и перчатки сварочные;
- другие вспомогательные приборы.
В конструкцию горелки входит: вольфрамовый электрод, выступающий за пределы керамического сопла на 3-4 мм, форсунка для аргона, токо-газоподводящий узел и кнопка включения газа.
Осциллятор вырабатывает высоковольтные импульсы, которые подаются на электрод для зажигания дуги. При простой сварке — это достигается касанием электрода о свариваемую поверхность. А вольфрамовый электрод без осциллятора загрязняется.
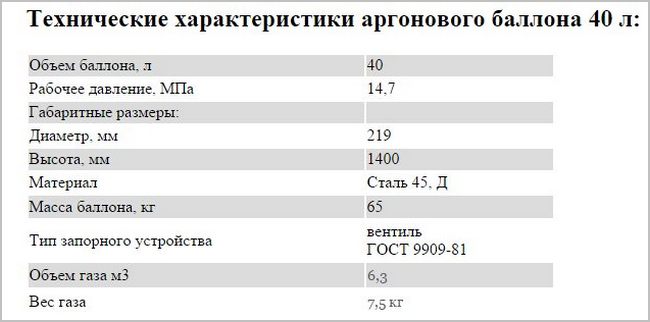
Сейчас можно легко приобрести новые и б/у аргоновые баллоны со стандартным рабочим давлением 150 АТМ. Цена за баллон 40л на 2016 год от 4 000 рублей.
Таблица технических характеристик:
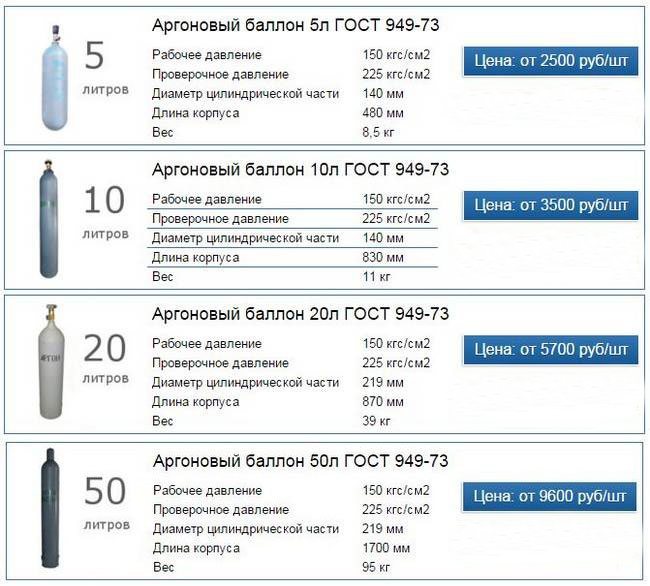
Также, на рынке есть баллоны на 5, 10, 20 и 50 литров. Цены и характеристики смотрите в таблице:
Самый простой вариант — это купить аргонно дуговой аппарат TIG полной комплектации и баллон с газом.
Оборудование TIG различается по своим возможностям. Например, для сварки алюминия подходит аппарат образующий переменный ток (АС). А для стальных изделий берут прибор постоянного тока (DC). Лучше приобретать универсальный агрегат, совмещающий оба режима и подходящий под ваше рабочее напряжение сети.
Смотрите полезное видео, что такое TIG сварка и где она применяется:
Выбирайте аргоновый сварочный аппарат под себя — цены начинаются от 14 000 рублей. Есть возможность оформить товар в кредит.
Видео-обзор аппарата аргонно-дуговой сварки Tesla TIG MMA 250 (отзывы хорошие):
Итак, перечень необходимого оборудования для аргоновой сварки:
- источник тока (аппарат TIG);
- газовый баллон с редуктором и шлангом;
- горелка;
- электроды — диаметр подбирается от толщины свариваемых изделий;
- присадочная проволока — пруток, материал аналогичный свариваемому;
- маска и специальные перчатки.
По тексту статьи вы можете прикинуть среднюю цену оборудования аргоновой сварки.
Принцип технологии
Рассмотрим технологию РАД — руки сварщика держат горелку и присадочную проволоку.
Перед работой очищаем поверхность соединяемых изделий и крепим провод на массу. Берем горелку в одну руку, а проволоку в другую и подносим оборудование к поверхности металлов на расстояние 2-3 мм. Включаем кнопкой на горелке подачу газа на 15 секунд раньше подачи тока.
Через определенное время, появится электрическая дуга между электродом и металлом, которая плавит кромки изделий и проволоку. Медленно ведя горелку по шву и подавая присадочную проволоку, получаем красивое и надежное соединение (не всегда).
Тут без сноровки не обойтись. Проволоку необходимо держать впереди горелки под углом. С помощью проб и ошибок, технологию освоить можно!
https://www.youtube.com/watch?v=jNNZ88KUgE4
О сварке плавящимся электродом
Для соединений в среде аргона плавящимся электродом применяют особые установки и аппараты. Сваривание происходит при помощи спецгорелки, оснащенной маленьким электродвигателем, который подает проволоку из катушки.
Видео-обзор полуавтомата Тесла MIG MAG ММА 300 предназначенного для сварки плавящимся электродом:
Преимущества и недостатки метода
Какие плюсы и минусы имеет сварка аргоном? Недостатки:
- оборудование сложное для новичков;
- сварочные работы требуют опыта и сноровки;
- при ручном способе, низкая скорость выполнения работ.
Преимущества:
-
- сварной шов защищен от воздействия атмосферы;
- нагрев металла слабый, опытное изделие не меняет форму;
- возможность соединения любых сплавов;
- сфера применения безгранична;
- редкая замена электродов.Цена за сантиметр аргонной сварки по стране колеблется от 30 до 300 рублей и факт владения аппаратом, тоже можно отнести к плюсам.
Источник: https://plavitmetall.ru/svarka/argonom-argonodugovaya-oborudovanie.html
Необходимость в подаче защитного газа в зону сварки связана с тем, что нагретый металл – и электроды, и свариваемые детали – очень быстро окисляются в кислородной среде. При этом защитная пленка окислов приводит к замедлению нагрева и затруднению сварки как таковой. Именно поэтому сварочные аппараты с газовым соплом, подающие инертный или активный газ. Для создания нужной газовой среды используют инертные газы (уже упомянутый аргон и гелий), а также активные – углекислый, азот, водород, иногда применяют также газовые смеси.

Согласно международным обозначениям, работа в среде защитного инертного газа маркируется metal inert gas (MIG). В США принято обозначение GMAW, также используется маркировка 13 (цифровое обозначение). Более детально уточнить правила обозначения вида сварки можно в ГОСТ Р ИСО 4063-2010 (российский аналог стандарта ISO 4063:2009).
Аргонная сварка может производиться в следующих режимах и условиях:
- ручная, с неплавящимся электродом. Маркировка РАД (ручная аргонная дуговая);
- автоматическая с неплавящимся электродом (ААД);
- автоматическая с плавящимся электродом (ААДП). Последняя буква в маркировке обозначает использование плавящегося электрода.
Иногда используют также ручную сварку с плавящимся электродом (РАДП), но чаще в процессе работы присадочный материал подает сварщик.

В качестве неплавящегося электрода чаще всего используется вольфрамовая проволока, способная выдерживать значительные температуры и хорошо проводящая ток.
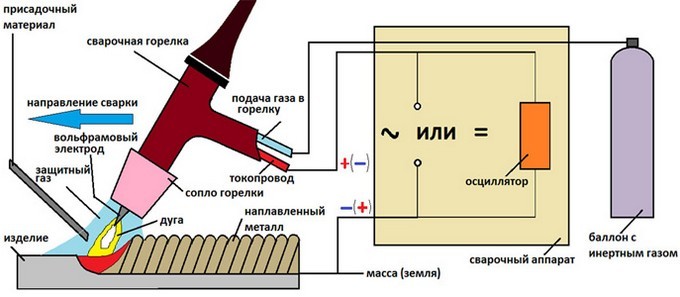
Процесс сварки с использованием плавящегося электрода выглядит так.

Сварочный аппарат подсоединяют к емкости с газом, использую специальный шланг – в нем в едином рукаве проходит канал для подачи газа и кабель электропитания. При создании электрической дуги сразу же подается газ так, чтобы он полностью обволакивал место сварки. По мере расплавления электрода он автоматически подается в зону сварки. Капли расплавленного металла, попадая на шов между свариваемыми деталями, образует наплавное соединение.

Если используется неплавящийся электрод, то подача расплавленного металла для формирования шва ведется за счет присадка (присадочной проволоки), которая вручную (редко автоматически) подается в зону сварки.
Плюсы и минусы аргоноводуговой сварки
Использование инертных газов, несмотря на их более высокую стоимость, дает лучший результат сваривания, поскольку даже при высоком уровне нагрева они не выделяют кислород (как делает водород). Соответственно, не нужно вводить в материал электрода раскислитель (марганец или кремний). Также при аргонной или гелиевой сварке меньше разбрызгивание раскаленного металла.
Применение именно инертных (благородных) газов связано с тем, что они на 40% тяжелее атмосферного воздуха и при подаче в зону сварки полностью вытесняют его. Благодаря этому кислорода в зоне нет, и процесс окисления прекращается. Кроме того, аргон при сильном нагреве формирует и поддерживает токопроводящую плазму. Это, в свою очередь, облегчает разжигание дуги, а также улучшает прогрев кромок свариваемых деталей.
Источник: https://stroy-okey.ru/house/instrument/svarka-argonom-argonovaya-svarka-tehnologiya-opisanie-processa/
