Содержание
- 1 Описание и сфера применения плазменной сварки
- 2 Сущность плазменной сварки
- 3 Особенности плазменной сварки
- 4 Плазменная сварка прямого действия
- 5 Плазменная сварка косвенного действия
- 6 Устройство и принцип работы
- 7 Оборудование для плазменной сварки
- 8 Преимущества и недостатки
- 9 Аппарат для работы
- 10 Микроплазменная сварка
- 11 Преимущества и недостатки
- 12 Особенности и характеристики процесса
- 13 Устройство и принцип работы плазмотрона
- 14 Важные требования
- 15 Интересное видео
- 16 Какими бывают плазменные аппараты
- 17 Техника безопасности
- 18 Коротко о самодельных устройствах
Описание и сфера применения плазменной сварки
Главное отличие этого способа соединения деталей — высокая температура нагрева (до 8000 °С). Сварочная ванна защищается средой аргона. Система охлаждения препятствует критическому повышению температуры.
Без этого блока происходит расплавление плазмотрона, рабочая зона нагревается до 30000 °С.
Сущность сварки заключается в способности аргона принимать состояние плазмы под влиянием электрической дуги.
Ток, являющийся плазмогенератором, меняет физические свойства электропроводного газа.
Плазменная сварка используется для соединения заготовок из материалов, имеющих высокую температуру плавления. Чаще всего агрегаты такого типа применяют на производственных площадках. Реже встречаются модели для работы в домашних мастерских.
Сущность плазменной сварки
Плазмой называется состояние газа, в которое оно переходит под воздействием электрической дуги. Образуется она в специальном наконечнике, который называется плазмотрон (это как горелка в газовой сварке). Плавление плазмой – это такая техника, при которой для образования плазмы применяются горелка, в которой находится вольфрамовый электрод, сопла плазмы и труб подачи газа и водяного охлаждения. Данный вид незаменим для обработки изделий из металла высокой прочности и толщины (до 9 мм). Он немного схож с методикой дуговой сварки, но в отличие от электрода, который обеспечивает нагрев до 5-7 тысяч градусов, воздействует на изделие сверхвысокой температурой – до 30 тысяч градусов. От этого данный способ часто называют «плазменно-дуговая сварка». Выполнять работы таким аппаратом можно в любом пространственном положении изделия.
Плазменная сварка металла, благодаря высокой температуре воздействия на изделие позволяет обрабатывать широкий спектр металлов – бронза, титан, нержавейка, углеродистая сталь, латунь, чугун, алюминий. Такой способ применяется в разных отраслях производств – приборостроение, машиностроение, пищевая промышленность, изготовление медицинского оборудования, ювелирное дело, химическое производство и многие другие. Плазменная сварка и резка металлов необходима и незаменима практически в каждом производстве.
Плазменная сварка и резка металлов бывает двух видов:
- Плавление металла дугой, которая возникает между изделием и неплавящимся электродом
- Сварка плазменной струей, которая образуется благодаря дуге горит между наконечником плазмотрона и неплавящимся электродом.
В качестве материалов для образования плазмы чаще всего применяется воздух, кислород, аргон и азот. Величина тока в плазме может быть разной, и различают три подвида:
- Микроплазменная сварка, которая реализуется на малом токе до 25 А
- Работа на средних токах – до 150А
- На больших токах, свыше 150А.
Говоря простыми словами, суть данного способа состоит в ионизации рабочего газа, который под давлением переходит в состояние плазмы и обеспечивает высокую температуру, используемую для расплавления металлов для резки или соединения.
Технология плазменной сварки делится на две разновидности:
- плазменная сварка прямого действия;
- плазменная сварка косвенного действия.

Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Плазменная сварка прямого действия
Это самый распространенный вид соединения металлов в данной технике исполнения швов. Он реализуется за счет электрической дуги, которая возбуждается между электродом и рабочим изделием.
Плазменная сварка алюминия должна проводиться крайне осторожно, так как этот плавиться при температуре 660,3 градуса. Важно контролировать весь процесс, чтобы не допустить пропал. В инструкции к аппаратам есть таблица, в которой указана рекомендованная сила тока для каждого вида металла. Например, плазменная сварка нержавейки проводится на среднем токе, а стали – на высоком.
В дуге прямого действия изначально возбуждается дуга на малых токах, между соплом и заготовкой, после касания плазмой свариваемого изделия возбуждается основная дуга прямого действия. Питание дуги может выполняться переменным и постоянным током прямой полярности, а ее возбуждение осуществляется осциллятором.

Плазменная сварка косвенного действия
В данном случае плазма образуется похожим способом, как и в плазменной сварке прямого действия. Отличие состоит в том, источник питания подключен к электроду и соплу, в результате чего образуется дуга между ними, и как следствие, на выходе из горелки — плазменная струя. Скорость выхода потока плазмы контролируется давлением газа. Основной секрет кроется в том, что газ, переходя в состояние плазмы увеличивает свой объем в 50 раз, за счет чего буквально вылетает из аппарата струей. Энергия расширяющегося газа совместно с тепловой энергией, сообщаемой струе газа, делает плазму мощным источником энергии.
Этот метод не так широко применяется, как первый, хотя имеет достаточное количество преимуществ. Во-первых, он обеспечивает бесперебойную работу даже при микроплазменной сварке (на малых токах). Во-вторых, он позволяет экономить газ (который стоит немало). В-третьих, за счет высокого давления практически нет разбрызгивания. Таким способом можно и варить и резать металл, но для резки не потребуется инертный газ, так как его функция – защищать сварочную ванну, а при разрезании металла она не образуется.

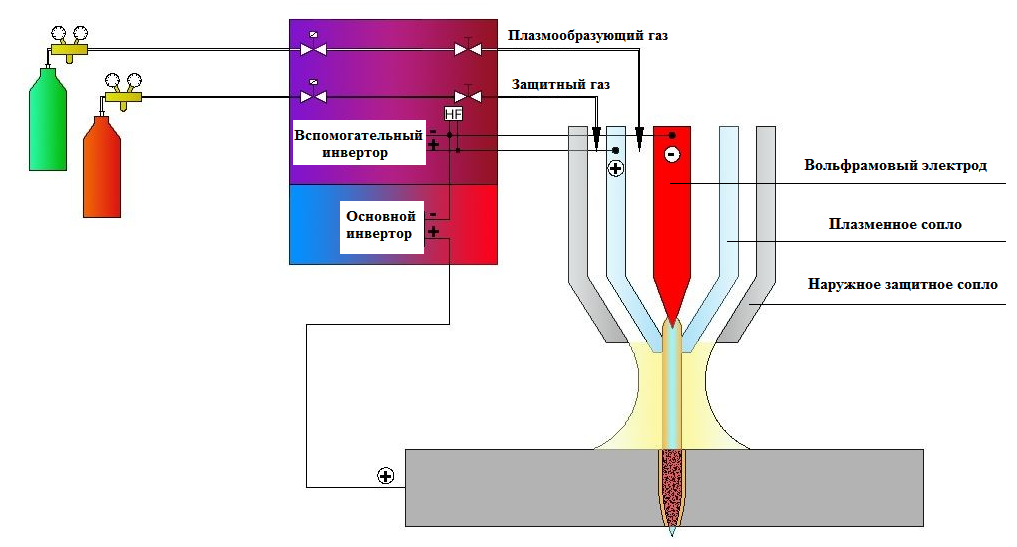
 В завершение можно отметить, что устройство горелки прямого и косвенного метода сильно не отличаются. На картинке слева указана технология образования плазменной струи. Процесс происходит следующим образом: вольфрамовый электрод 2 подключен к отрицательному заряду, а сопло 4 к положительному. За счет этого дуга образуется между соплом и электродом,что характерно при косвенном методе.
В завершение можно отметить, что устройство горелки прямого и косвенного метода сильно не отличаются. На картинке слева указана технология образования плазменной струи. Процесс происходит следующим образом: вольфрамовый электрод 2 подключен к отрицательному заряду, а сопло 4 к положительному. За счет этого дуга образуется между соплом и электродом,что характерно при косвенном методе.
На картинке справа, при прямом методе, дуга образуется между негативно-заряженным электродом и рабочей деталью, с положительным зарядом. Для поджога и возбуждения дуги используется временно подающийся ток на сопло, который после возбуждения дуги отключается.
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Плазменная сварка заключается в способности аргона переходить в плазму под действием дуги
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
- воронения – химико-термическая обработка для получения нужного оттенка металла;
- термического оксидирования черных сплавов – образования тугоплавкого диоксида кремния;
- порошкового напыления красителей и защитных составов – создается ровная пленка на поверхности детали;
- закалки – термического упрочнения внутренней структуры сплавов за счет снятия внутренних напряжений.
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Преимущества и недостатки
Плазменная сварка прямого действия и косвенного имеет свои преимущества и недостатки, как и другие виды сварки. Основными плюсами, что делают этот метод незаменимым для использования во многих промышленных отраслях, являются следующие:
- высокий коэффициент полезного действия и высокая скорость выполнения работ;
- высококачественная резка металла оставляет гладкие кромки и не требует дополнительной их обработки;
- возможность варить и резать изделия, толщиной почти в сантиметр;
- при работе нет шлаков и отходов;
- контроль глубины провара металла, что позволяет избежать пропалов и деформации;
- простота в использовании аппарата.
Кроме положительных моментов, можно отметить несколько недостатков:
- дороговизна оборудования и высокая стоимость работ;
- в сфере профессионального использования высокие требования к мастеру;
- необходимость постоянного контроля над охлаждением, из-за высокой рабочей температуры.
В принципе, все эти минусы, можно превратить в плюсы, если посмотреть на это с другой стороны. Профессиональный мастер, имеющий качественное оборудование может работать в любой сфере и при этом зарабатывать хорошие деньги.
Аппарат для работы
Аппарат воздушно плазменной сварки представляет собой небольшое техническое оборудование, весом не более 9-10 килограмм. Принцип работы его следующий: внутри находятся схемы управления, выпрямитель тока и трансформатор. Для работы к нему подключается установка с рабочими газами в баллонах – для образования плазмы и инертный газ, необходимый для защиты сварочного шва от окисления. На выходе подключается горелка с газами отдельно для резки. В связи с тем, что данный способ образует слишком высокий температурный режим, в горелке есть специальный отсек для охлаждающей жидкости. Данный аппарат по внешним признаком похож на инвертор. В продаже представлено множество моделей с различными функциями. Если говорить о самом простом, он самый компактный (около 5 кг) с минимальным количеством настроек, в которых разберется не то что новичок, а даже ребенок.

Модели, которые в цене дороже, имеют дополнительные настройки и функции, которые кроме резки и сварки могут выполнять пайку, воронение, оксидирование и закалку металла. Самыми простыми изделия считаются с минимально мощностью до 12А. Их стоимость колеблется в пределах 30 тысяч русских рублей. Оборудование на класс выше и мощнее, до 150А стоят от 40 и до 150 тысяч, зависимо от производителя и дополнительных функций. Самые дорогие модели имеют мощность от 150А, а их стоимость может даже превышать миллион рублей. Для профессионалов, которые постоянно занимаются сплавлением, рекомендуется приобретать качественное и дорогое оборудование. Заплатив один раз можно получить многофункциональное устройство, с помощью которого можно выполнять всевозможные процедуры по металлообработке.
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
- импульсный прямой или обратной полярности;
- разно-полярно импульсный;
- прямой и обратной непрерывной полярности.
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
- устойчивость к вибрациям и ударам из-за однородности молекулярного строения;
- гладкая поверхность, не требующая дополнительной обработки;
- высокая точность, благодаря сфокусированной дуге, удается минимизировать отклонения, так как сварочную ванну в процессе образования шва легко регулировать;
- хорошее сцепление кромок при неглубоком проваре.
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
Минусы:
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Особенности и характеристики процесса
Чтобы понять, что такое плазменная сварка, стоит рассмотреть ее важные особенности, а именно как производится процесс. Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.

В результате получается сварка плазменной струей, при которой показатели температуры могут доходить до 300000С. А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
Во время проведения плазменного сваривания наблюдается высокое давление дуги на поверхность свариваемых металлических элементов. Именно это позволяет оказывать воздействие практически на все виды металлов и сплавов.
Стоит отметить! Плазменную технологию сваривания можно применять при небольших величинах электрического тока. Процесс может осуществляться при 0,2-30 А.
Все эти особенности делают этот вид сварки практически универсальным. Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
За счет того, что во время плазменной технологии наблюдается большая глубина прогревания деталей, это позволяет обходиться без предварительной подготовки кромок. Допускается проводить сваривание металлов с неметаллами.
В итоге происходит повышение производительности работ, уменьшение температурной деформации сварного соединения, это значит, что деталь конструкции не ведет. А вот сварка плазморезом позволяет проводить не только сваривание металлических конструкций, но и обеспечивает качественное разрезание металлов и неметаллов в разном положении.
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.

Применяется два вида устройств, которые работают по схеме косвенного и прямого преобразования дуги. Плазмотрон для сварки плазмой идет прямого действия, когда в качестве катода применяется вольфрамовый электрод, а анода — свариваемая поверхность. Именно это приводит к тому, что дуга приобретает цилиндрическую форму.
К основным узлам плазмотрона относят:
- Вольфрамовый электрод (катод). Он образует одну связку с устройством подачи плазмообразующего газа.
- Корпусная часть прибора.
- Сопло с формообразующим наконечником.
- Термостойкий изолятор.
- Система охлаждения, для которой применяется водная струя.
- Пусковое устройство.
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.

Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам — микроплазменной сварке, воздушно-плазменной сварке и другим методам. Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока. Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности — машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Интересное видео
Какими бывают плазменные аппараты
Агрегаты различаются техническими характеристиками и сферой применения. Главный классификационный признак — сила тока плазменной дуги. Эта величина, в зависимости от вида аппаратов, лежит в широком диапазоне.
Средние по силе тока
Прибор по некоторым характеристикам напоминает бытовой инвертор, выдающий силу тока в 50-150 А. Однако сфера применения среднеточного плазменного аппарата не так широка, в основном используется для резки листового металла.
Рабочим газом часто становится воздух, однако можно использовать аргон или гелий. Плазмотрон и горелка имеют сложное строение. Некоторые устройства снабжаются дополнительной жидкостной системой охлаждения.
Для микроплазменной сварки
Сила тока у таких агрегатов не превышает 25 А. Несмотря на это, они достаточно функциональны. Микроплазменные приборы используют для соединения тонкостенных элементов, точных и сложных работ, резки металла.
Они просты в использовании и обслуживании. Диаметр сопла горелки — менее 3 мм. Устройства функционируют на постоянном токе. Для выработки плазмы применяют ацетиленовые смеси, омедненные электроды.

Сильноточное оборудование
Устройство способно выдавать более 150 А. Приборы этого типа практически не применяются в бытовых условиях и на небольших строительных площадках. Их используют на крупных производственных предприятиях.
Установки отличаются сложной конструкцией. Горелки снабжаются современными охлаждающими системами. При сварке применяют легированные торием или бериллием неплавкие электроды.

Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.


По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.

В следующем видео представлена демонстрация плазменного комплекса.
https://youtube.com/watch?v=A523kYvPp44%3Fmodestbranding%3D1%26iv_load_policy%3D3%26rel%3D0
Коротко о самодельных устройствах
Создать простой прибор для плазменной сварки можно своими руками.
Конструкция включает следующие элементы:
- Катод из вольфрамового электрода. Его закрепляют винтом или приваривают к стальному держателю.
- Ручку из диэлектрического материала — фенопласта, фторопласта.
- Стальную или латунную крышку.
- Штуцер для подачи газа.
- Медное сопло. Деталь должна быть сменной, ведь она быстро изнашивается. Резьбу между анодом и соплом обрабатывают графитом.
- Перегонный куб для подачи паров водно-спиртовой смеси.
- Сварочный трансформатор. Он должен генерировать мощные электрические импульсы. Вторичную обмотку составляют из небольшого числа витков толстого медного кабеля.
Дуга образуется после нажатия клавиши «Пуск». Изначально искра загорается в сухой горелке. Затем дуга переходит в режим горения от тока. После нагрева анода вместо воздуха рабочим газом становится нагретая спиртовая смесь.
Источники: https://svarkaved.ru/tekhnologii/vidy-i-sposoby-svarki/tehnologiya-plazmennoj-svarki, https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/plazmennay-svarka.html, https://svarkaprosto.ru/tehnologii/plazmennaya-svarka, https://osvarka.com/vidy-i-sposoby-svarki/plazmennaya-svarka, https://stroy-podskazka.ru/svarka/plazmennaja/
